
ЦЕНТР ПРОГРЕССИВНЫХ ТЕХНОЛОГИЙ
ООО «Урал Инжениринг Консалтинг»


|
Технологические задачи |
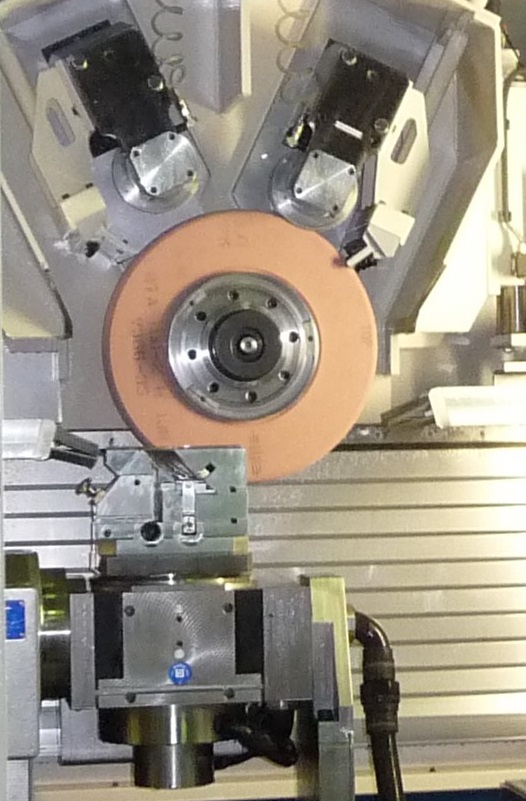
· Сканирование и контроль качества линейно – угловых размеров турбинных лопаток;
· Подготовка и вывод пользовательских отчетов с результатами контроля лопаток;
· Формирование архива сканированных лопаток;
· Использование полученных моделей для работ по реверс-инжинирингу.
|
Принцип работы системы |
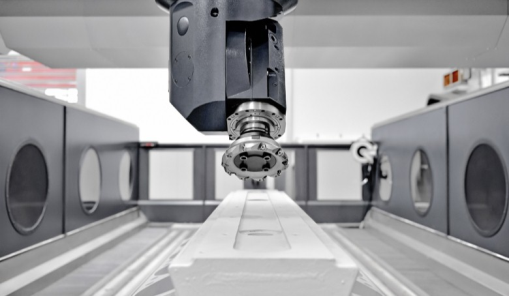
Система является напольной. Имеет гранитное основание и колонну. Место установки и закрепления детали – вращающийся стол с зажимной оснасткой. Сканирующая голова установлена на колонну и перемещается по вертикали во время сканирования. Есть возможность установки наклонной оснастки на колонну для наклона сканирующей головы во время сканирования до 25°. Это позволяет еще проще и точнее получать данные о сканирующей лопатке.
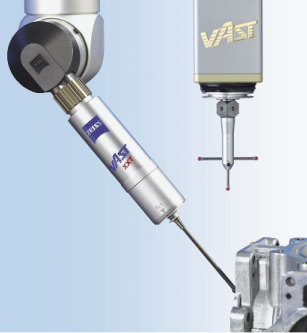
Для сканирования используется запатентованная сканирующая голова с полосовым лазером синего цвета. Скорость сканирования головы до 155 000 точек в секунду.

|
Размеры зоны измерения |
|||
|
Длина |
мм |
580 |
|
|
Ширина |
мм |
200 |
|
|
Максимальная допустимая нагрузка на поворотный стол |
кг |
15 |
|
|
Конструктивные требования к оборудованию: |
|||
|
Массогабаритные показатели: |
|||
|
Масса |
кг |
1200 |
|
|
Габаритные размеры: |
|||
|
Длина |
мм |
850 |
|
|
Ширина |
мм |
870 |
|
|
Высота |
мм |
895 |
|
|
Число координат (осей, степеней подвижности) |
3 |
||
|
Материал рабочего стола |
Натуральный термостабильный гранит |
||
|
Материал, на котором установлены инкрементальные шкалы |
Углепластик, композит |
||
|
Минимальный ход по оси Z |
мкм |
0.5 |
|
|
КИМ обеспечивает сканирование блестящих поверхностей |
класс |
12, в соответствии с ГОСТ 2789-59 |
|
|
Измерение малых радиусов кромок лопаток |
мм |
0,035 |
|
|
|
|
|
|
|
Контролируемые параметры профиля пера лопатки |
|||
|
Хорда |
b |
||
|
Полухорда |
b1;b2 |
||
|
Угол закрутки |
ɑ |
||
|
Координаты спинки |
(Xс;Yс) |
||
|
Координаты корыта |
(Xk;Yk) |
||
|
Максимальная толщина |
Cmax |
||
|
Толщина на расстоянии n1 от входной кромки |
C1 |
||
|
Толщина на расстоянии n2 от выходной кромки |
C2 |
||
|
Толщина на расстоянии n3 от входной кромки |
C3 |
||
|
Толщина на расстоянии n4 от выходной кромки |
C4 |
||
|
Радиус входной и выходной кромки |
R1, R2 |
||
|
КИМ приспособлена для работы в условиях производственного подразделения, в том числе на участке с сильным загрязнением, а также физически защищен от механических, климатических и иных воздействий; |
|||
|
КИМ обладает возможностью измерения поверхностей с различными степенями шероховатости поверхности (Ra 0.2– Ra 6.3) |
|||
|
КИМ обеспечивает быструю переналадку с одного вида лопаток на другой в условиях серийного производства (не более 5 мин.) |
|||
|
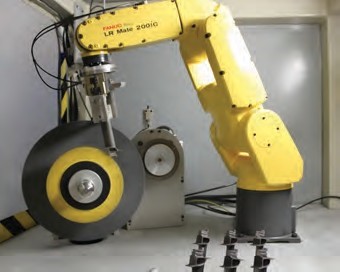
КИМ имеет возможность встраивания в роботизированные системы подачи измеряемых деталей |
|||
|
КИМ имеет возможность организации обратной связи с блоком ЧПУ станков |
|||
|
КИМ имеет возможность измерения замковой части лопаток и расчета смещения пера лопатки относительно замка |
|||
|
КИМ не требует подвода сжатого воздуха |
|||
|
КИМ не требует наличия специально оборудованного лабораторного помещения |
|||