
ЦЕНТР ПРОГРЕССИВНЫХ ТЕХНОЛОГИЙ
ООО «Урал Инжениринг Консалтинг»



Анонс методического
пособия "Инновационные
технологии и оборудование для производства ответственных деталей газотурбинных
двигателей"
Проект:
«Инженерный консалтинг, проектирование и внедрение технологий»
•
Инженерный
консалтинг, инжиниринг проектов по новым технологиям, разработка бизнес-планов
инвестиционных проектов.
• Проектирование, моделирование
технологических процессов. Внедрение прогрессивных технологий включает в себя
применение новых методов проектирования, разработки и моделирования
технологических процессов, интегрирования их в производство, контроль
исполнения.
• Внедрение прогрессивных
технологий на базе передового оборудования, инструмента,
контрольно-измерительных машин и приборов.
Методология
техперевооружения предприятия:
Статья:
Мубаракшин Р.М. Оптимизация
технологии и оборудования для производства дисков газотурбинных двигателей и
установок // Авиационные материалы и технологии №4 (53) 2018г.
Статья:
Мубаракшин Р. М.
Методология
техперевооружения предприятия. Инновационные технологии в машиностроении
//
Сборник докладов научно-практической
конференции «Танкостроение: состояние и перспективы», г. Нижний Тагил. 2008г.
С.146-182
Статья:
Мубаракшин Р. М. Ключ к развитию производства //
Сотрудничество. г. Пермь 2006г. С. 36-37
Статья: Мубаракшин Р. М. Развитие технологической специализации и опыт внедрения прогрессивных технологий на машиностроительных предприятиях Пермского края // Сборник докладов научно-практической конференции «Танкостроение: состояние и перспективы», г. Нижний Тагил 2006 г. с.204-210
Статья: Мубаракшин Р. М. Оптимизация обработки фасонных деталей сложной формы из высокопрочных, жаростойких сплавов на многоцелевых обрабатывающих центрах // Технология машиностроения. Москва. 2017. №2. С. 17-23.
Статья: Мубаракшин Р.М., Мубаракшин М.Р., Сотников П.С. Адаптивное управление и автоматизация процессов обработки деталей с целью обеспечения требуемых эксплуатационных показателей ответственных узлов и машин в производстве 4.0. // Авиационные материалы и технологии. Москва. 2019. № 4. С.3-10
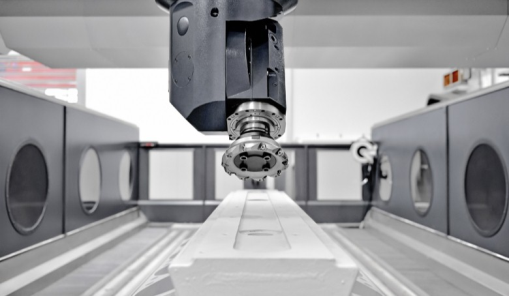
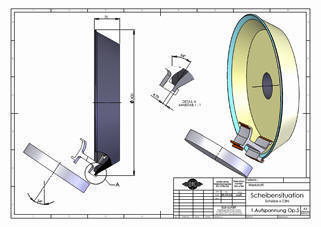
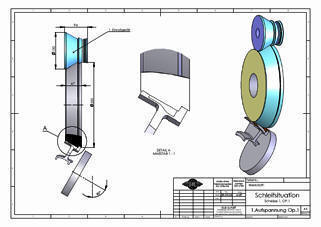
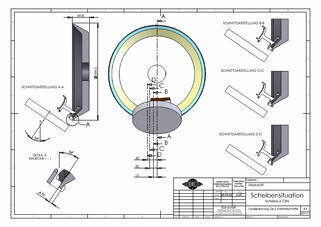
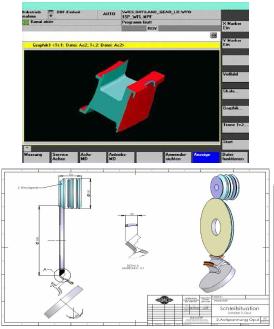
Моделирование процесса шлифования профильных поверхностей сопловой лопатки:
Практическое применение шлифовальных центров для комплексной обработки шлифованием лопаток турбин *
Внедрение технологии комплексной обработки деталей на многофункциональных обрабатывающих центрах:
Внедрение прогрессивных технологий и оборудования для протягивания пазов в дисках газовых двигателей:

Практическое применение протяжных станков для протягивания дисков турбин *
* Эта информация может быть получена по запросу.
Технологии, внедренные Центром Прогрессивные Технологии ООО "Урал Инжениринг Консалтинг":







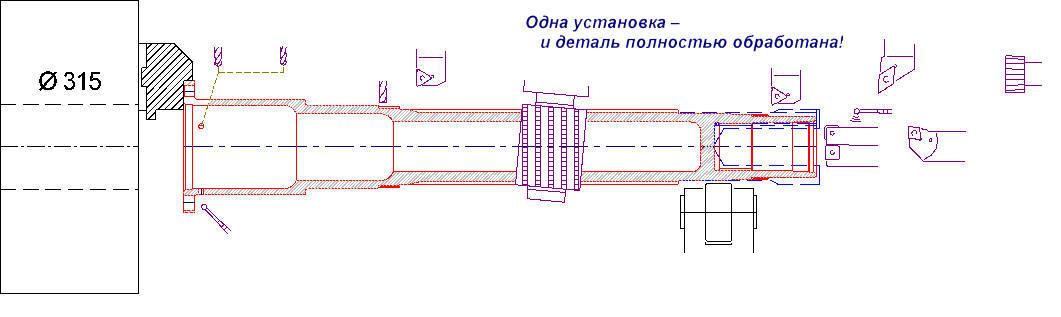
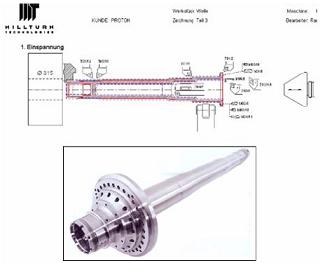
Прогрессивные технологии многокоординатной комплексной токарно-фрезерно-сверлильной обработки:
 |
Станки WFL Millturn M30, M35, M40, M65 *
Снижение времени обработки в 5 раз |
|
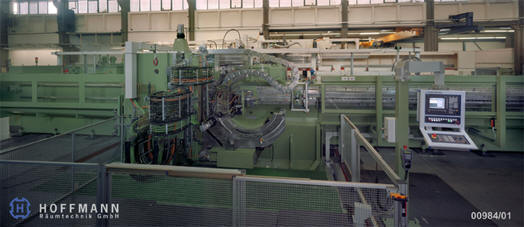
Прогрессивные технологии протягивания:
 Протяжной станок HOFFMANN RAWX 16*8500*320 CNC * Усилие протягивания
16 тонн
|
Прогрессивные технологии протягивания, внедренные "Центром прогрессивных технологий" на ОАО "Зоря-Машпроект"
для изготовления дисков турбин АД и ГТУ:
 Протяжной станок HOFFMANN RASMX 25*2750*400 CNC * Усилие протягивания
25 тонн
|
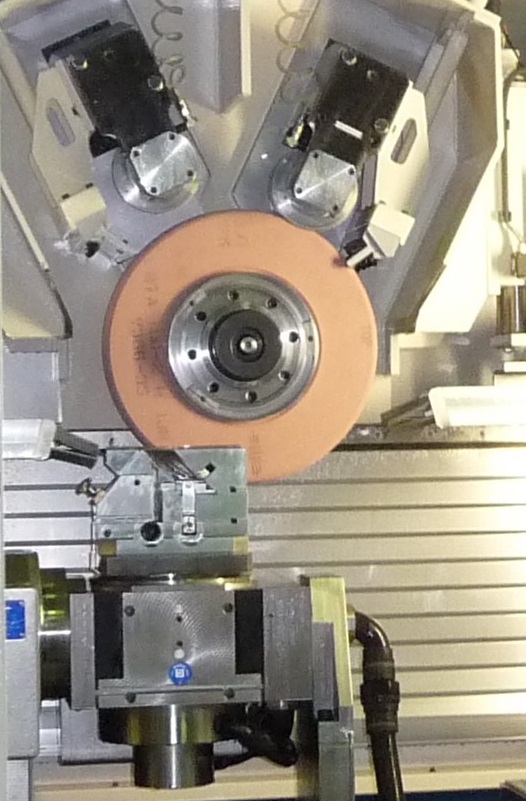
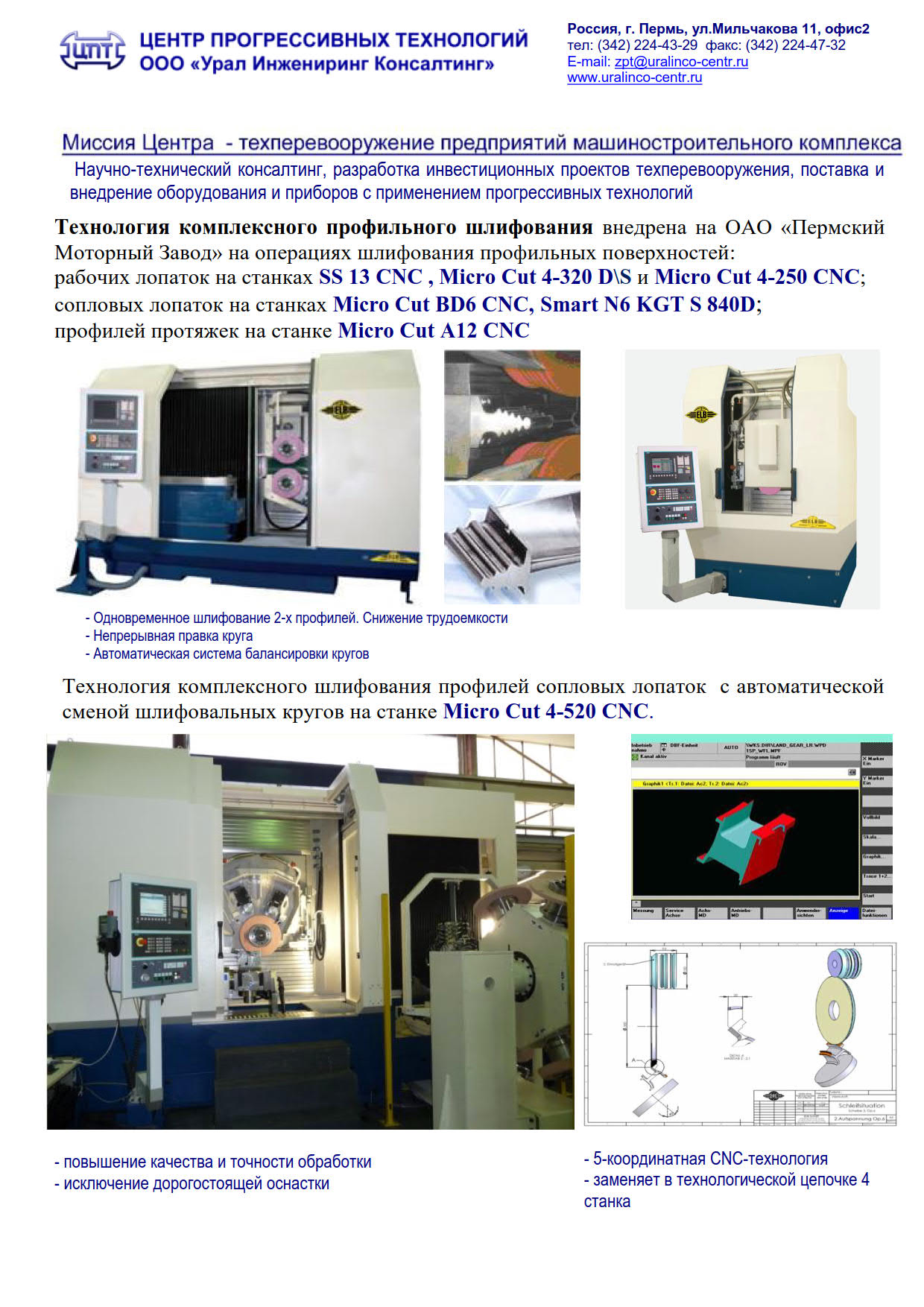
Прогрессивные технологии сложнопрофильного шлифования:
 |
Профилешлифовальный станок Elb-Schliff * CNC
глубинное шлифование с непрерывной правкой круга
|
|
 |
Профилешлифовальный станок Elb-Schliff * Снижение
трудоемкости в 2 раза |
 |
 |
Профилешлифовальный станок Elb-Schliff *
Повышение качества и точности обработки |
|
Прогрессивные технологии изготовления протяжек
:

* 7 управляемых CNC осей *
Шлифование с
|
Прогрессивные технологии обработки металлического листа:
Станок лазерного раскроя TRUMATIC L 4030
* Универсальность,
быстрая переналаживаемость в сравнении с жесткими штампами |
Гибочный станок с ЧПУ TrumaBend V320
* Высокая точность 0,1
мм |
Прогрессивные технологии многокоординатной объёмной лазерной резки, сварки, наплавки:
|
|
Прогрессивные технологии роботизированной полировки:
 |
Роботизированная полировка кромок лопаток
* Технология финишной обработки радиусов и фасок на кромке пера с адаптивным контролем позволяет сформировать профиль кромок с точностью ±37,5 мкм. |
|
|
Роботизированная полировка поверхности пера
* Обработка шлифованием и полированием поверхности проточной части профиля пера абразивным кругом и лентой. Технология позволяет получить детерминированную по направлению шероховатость (в том числе под покрытия) до Ra 0.4 мкм и лучше. |
|
Прогрессивные технологии балансировки:
 Балансировочные станки HOFMANN * Применение:
балансировка валов, роторов, деталей авиационных и наземных ГТУ,
автомобильных деталей: карданных валов, коленчатых валов, тормозных
барабанов, автоматических коробок передач, сцеплений, колёс. |
Прогрессивные технологии трехкоординатного контроля формы, размеров, внедренные более чем на 20:
|
КИМ: Vista, Spectrum7/7/6, Contura7/7/6, Prismo 7/9/10, Accura7/9/10, SMC * Контроль сложных
пространственных деталей с точностью от 0,3-1,8 мкм |
* Контроль и
измерение микроскопических объектов |
Прогрессивные технологии трехкоординатного контроля формы, размеров:
  
 Многофункциональные приборы для линейного контроля и контроля шероховатости *
Высокая точность измерения |
Прогрессивные технологии 2-х координатного СNС оптического контроля:
|
*
Проектор используется для измерения профилей пазов
дисков, профилей замков лопаток и других деталей, имеющих плоские
профиля |









 Промышленные
микроскопы
Промышленные
микроскопы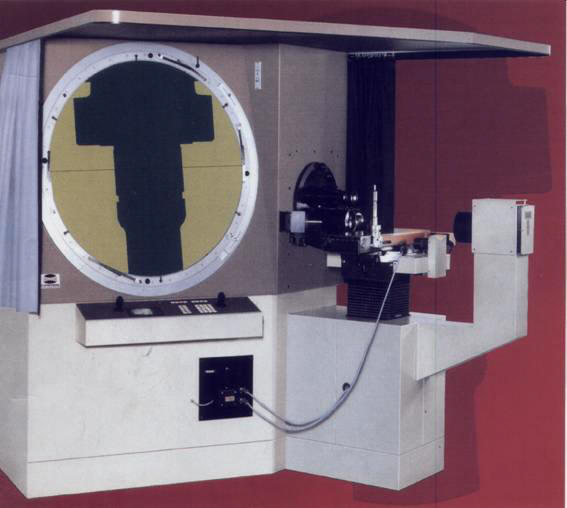 Профильный
проектор
Профильный
проектор 